

Good quality Automotive Brass Fittings - Zinc Alloy Die Casting – Walley
Good quality Automotive Brass Fittings - Zinc Alloy Die Casting – Walley Detail:
Die casting
What is die-casting?
Pressure casting is called die casting
Die-casting method in which a molten alloy liquid is poured into a pressure chamber,
a cavity of a steel mold is filled at a high speed, and the alloy liquid is solidified under pressure to form a casting.

Advantage and disadvantage of die casting:
Advantage :good quality high production efficiency good price
Disadvantage: material limited only aluminum zinc magnesium lead copper tin can be used to casting so far.
Expensive equipment, and high cost tooling
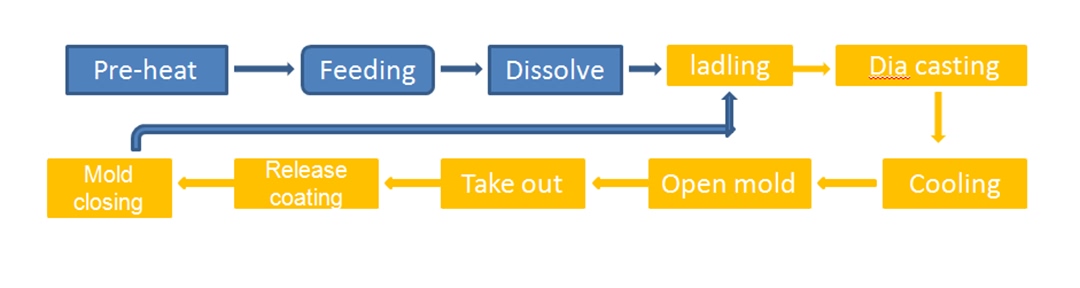
Die-casting flow chat:
Die casting parts surface treatment:
1.Painting
2.Powder coating
3.Plating
4.Oxide anodizing
5.Polishing, sanding
6.Oil painting
7.Bead blasting
The major flaw of die casting
Inside: Stomata, shrinkage hole, sand hole, loose
Surface: Crack, cold partition, wrong type, oversized billet, bubble, carbon deposit,
sticking mold, strain, sag, trace, pockmark, scouring, crack, top drum, piercing
Die-casting is one of the most advanced metal forming methods. With the continuous improvement of die-casting technology,
die-casting alloys are no longer limited to non-ferrous metals such as zinc, aluminum, magnesium and copper. The size and weight of die-
casting parts will also increase as the power of the die-casting machine increases, so the prospect of die-casting is very broad.
Die casting process has its Superiority also has its limitations. The quality, quality and cost of the products
processed by different processes are different. How to choose the right product processing
process in the production process requires us to choose.
Die casting
What is die-casting?
Pressure casting is called die casting
Die-casting method in which a molten alloy liquid is poured into a pressure chamber,
a cavity of a steel mold is filled at a high speed, and the alloy liquid is solidified under pressure to form a casting.
Advantage and disadvantage of die casting:
Advantage :good quality high production efficiency good price
Disadvantage: material limited only aluminum zinc magnesium lead copper tin can be used to casting so far.
Expensive equipment, and high cost tooling
Die-casting flow chat:
Die casting parts surface treatment:
1.Painting
2.Powder coating
3.Plating
4.Oxide anodizing
5.Polishing, sanding
6.Oil painting
7.Bead blasting
The major flaw of die casting
Inside: Stomata, shrinkage hole, sand hole, loose
Surface: Crack, cold partition, wrong type, oversized billet, bubble, carbon deposit,
sticking mold, strain, sag, trace, pockmark, scouring, crack, top drum, piercing
Die-casting is one of the most advanced metal forming methods. With the continuous improvement of die-casting technology,
die-casting alloys are no longer limited to non-ferrous metals such as zinc, aluminum, magnesium and copper. The size and weight of die-
casting parts will also increase as the power of the die-casting machine increases, so the prospect of die-casting is very broad.
Die casting process has its Superiority also has its limitations. The quality, quality and cost of the products
processed by different processes are different. How to choose the right product processing
process in the production process requires us to choose.
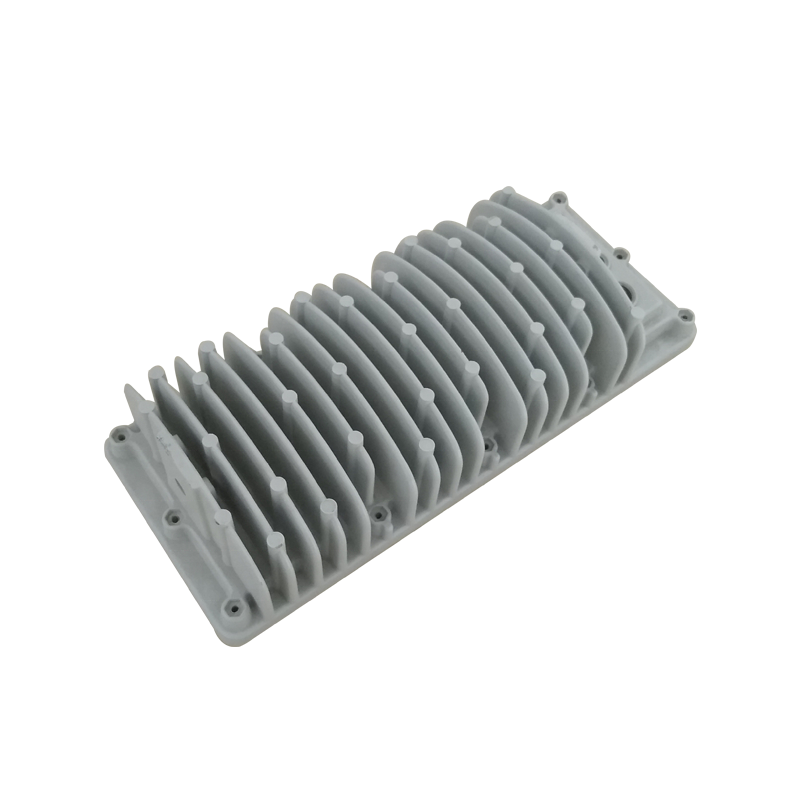
Product detail pictures:



Related Product Guide:
We believe in: Innovation is our soul and spirit. Top quality is our life. Purchaser need is our God for Good quality Automotive Brass Fittings - Zinc Alloy Die Casting – Walley , The product will supply to all over the world, such as: Russia, Honduras, New Orleans, Our Company has professional engineers and technical staff to answer your questions about maintenance problems, some common failure. Our product quality assurance, price concessions, any questions about the products, Please feel free to contact us.
This is a very professional wholesaler, we always come to their company for procurement, good quality and cheap.

